流量监控配比浓度准确率达99%
缺液自动补给省时省力
实现PH值、达到90%以上
温度在线监控、达到90%以上
浓度检测等,达到90%以上
原液有效使用率达到90%以上
目前,对大多数工厂来说,由于废切削液的含量低、废水量大,处理难度大,一些工厂大多采用稀释后直接排放,要么是协议拖走或简单处理后排放,既污染环境、浪费资源,又增加了成本。因此,通过延长切削液的使用寿命,减少废液排放量来降低消耗、节能减排,显得尤为重要。
切削液切削液集中供液净化系统效率高,系统稳定性好,可减少切削液更换频率,降低工作人员工作量,延长加工中心设备使用寿命等。所以对于大型机械加工厂,推荐采用切削液集中供液净化系统。

在工业加工过程中,切削液在机械加工中有非常重要的地位它的好坏影响工厂的生产力,具的使用寿命和工件的质量,使用过的切削液会逐渐降解,一旦液体失效,必须更换并清理.再生处理系统不仅能去除油污还把产品的品质上升到一个新的层次。率的油水分离系统能显著提升切削液的品质,改善液体发臭的现象,设备以旁路方式运行能在生产持续运行的情况下去除切削液中的油污表面固体颗粒,表面金属粉末及其他污染物。

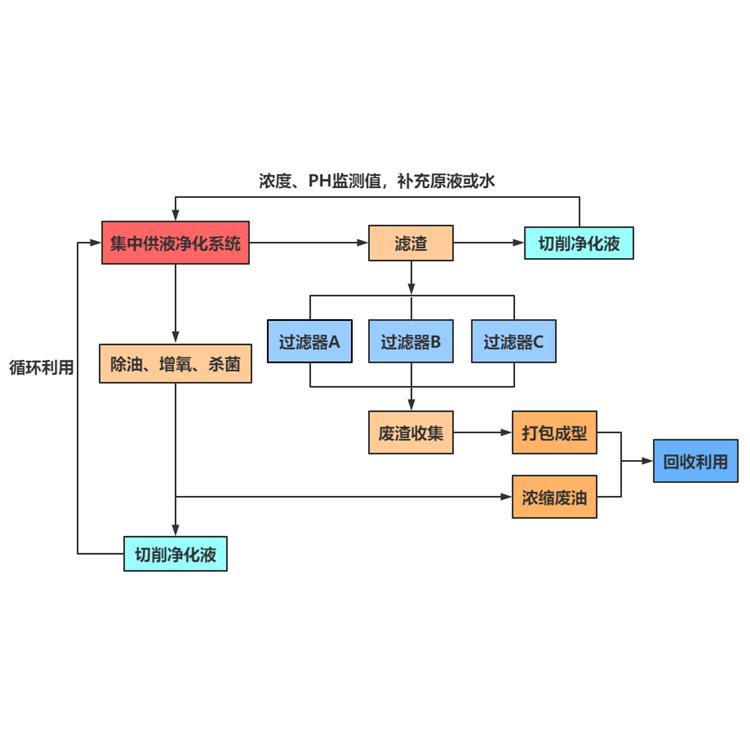
与单机循环系统相比,集中过滤的优越性表现在以下几个方面:
1、过滤精度容易控制。
2、容易实现自动控制。
3、便于管理添加切削液时点数少,可以减少切削液管理人员,废切削液可以集中处理,环境污染小;排出的铁屑集中,便于运输处理,切削液的使用情况可以集中检测。

采用单机供切削液利用率低,约为50%左右,新配制切削液使用从初始开始,切削液的质量和性能以10%的速度下降,切削液粘度以5~10%的速度提高,当切削液使用到4~5班次(或2~3天)时,切削液质量和性能下降约40~50%,粘度相对应提高,此时,只有通过加水稀释与补液,当8~10班次(5~7天)时,粘度等各项指标升高而不能继续使用,加工速度相对应下降50%以上,工件表面质量等和钼丝的花丝、断丝现象频现,此时,通常只有清洗液箱及更换切削液。经验统计,机床单机供切削液,切削液的利用率约为50%左右。采用户集中供液后切削液利用率达95%以上
因型号、配置不同,价格不一,价格详情,以电话沟通为准。
http://diang5985.b2b168.com